加工中心的選型及配置(上)
時間:2015-06-29 14:52來源:山東海特數控機床
本文從加工零件開始分析加工中心選型的基本要求,對加工中心的基本調研、訂購、驗收、安裝和生產啟動五個重要環節以及應當注意的問題進行了詳細論述,對你今后如何選購加工中心提供參考。
一、零件分析
薄壁環類零件在加工中經常遇到的三大難題:
1)裝夾易變形;
2)加工變形,加工中裝夾狀態下的零件尺寸與釋放后的狀態不一致;
3)薄壁難以測量。
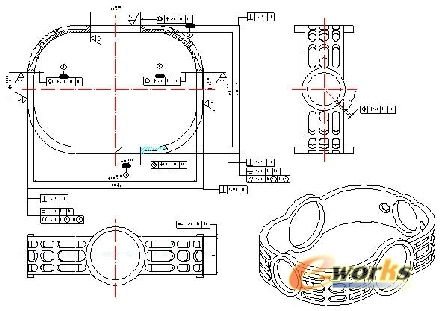
該零件材料為鑄鋁(ZLCuMn),主要特點是跨距大、薄壁、易變形、加工精度要求高:2-φ90±0.01,2-φ72±0.01,同軸度φ0.01,垂直度0.01,位置度0.01。零件圖及形位精度如圖1所示。
圖1 加工零件
二、加工中心選型
從以上分析可看出,該零件尺寸大,四孔的形位精度要求特別高。若采用普通鏜銑床加工,精度尺寸一致性很難保證,裝夾難度大,需反復找正。應此轉換加工思路,采用一次裝夾,一次加工完成的工藝措施來保證零件的尺寸要求。因此從該零件加工需要以及加工能力儲備考慮,決定選購可立臥轉換、帶轉臺的五軸五聯動機床,并針對機床制定如下主要技術要求:
表一 機床配制要求
|
模塊
|
配置要求
|
|
名稱
|
數控精密坐標鏜銑床,配備FANUC160i數控系統
|
|
機床結構
|
帶加強筋間隔的鑄鐵床身,確保優良的靜態和動態性能及強的剛性,結構形式采用動柱結構。
|
|
線性軸
|
X坐標軸水平導軌,行程大于800mm,定位精度小于3μ
Y坐標軸水平導軌,行程大于500mm,定位精度小于3μ
Z坐標軸水平導軌,行程大于500mm,定位精度小于3μ
|
|
導軌
|
導軌基準須刮研并安裝超精密級預緊的循環滾珠滑枕
|
|
滾珠絲杠
|
直徑大于50mm
|
|
進給
|
直線軸由交流電機和滾珠絲杠驅動
進給量大于20mm/min
進給力大于1100daN
|
|
位置檢測裝置
|
XYZ軸的行程及定位依靠Heidenhain高精度光柵尺控制,分辨率小于0.0001mm(0.1μ)
|
|
回轉軸要求
|
AC電機驅動,擺動式B軸,電主軸,擺動范圍0°~110°,液壓鎖定。旋轉和定位控制通過高精度編碼器。
定位精度:3″,平面0.004/φ300mm
分辨率:0.0001°
轉速12RPM.
轉矩:1200Nm
制動轉矩:2500Nm
|
|
旋轉工作臺C軸
|
交流電機和蝸桿驅動,通過高精度編碼器控制。
定位精度P=3″
分辨率:0.0001°
制動轉矩:2500Nm
轉速22RPM
|
|
主軸要求
|
電機主軸帶HSK-A63錐孔,用變頻器驅動。
調速范圍50至8000RPM
功率15KW
在100%ED時,轉矩大于260Nm
|
|
刀庫
|
快換性盤式刀庫,24刀位,HSK-A63錐孔,*大刀具長度大于230mm
|
|
外圍設備
|
帶盤和冷卻泵的排屑裝置
傾斜式切屑運輸輪車
帶油量檢測并自動控制的中央潤滑
內置沖淋管
電器柜空調
|
|
數控系統
|
10.4“彩色液晶顯示屏
通過標準件盤手工輸入數據(MDI)
帶脈沖式手輪的操作面板
RS232串口
PCMCIA插口(儲存卡)
零件程序存儲器128Kb
報警信息顯示和歷史記錄
32刀具補償位
剛性滾絲
固定加工循環
螺旋插補
坐標系轉換
宏指令B
后臺編輯
|
一般來說,一個完整的加工中心系統主要包括:高的靜/動剛度支承構件(機床的基本結構);高精度、高穩定性的主軸;高控制精度的進給系統;高精度及可靠性的 CNC 系統;高效的冷卻系統;安全防護與實時監控系統等。
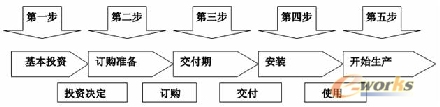
如何有選擇地購買加工中心,怎樣將切削加工中心融入現有的加工機制中,還有諸多的不確定性,該方面的技術知識還很片面。應用合理、可靠的結構化程序,可以比較安全、穩妥地去選擇切削機床。下面將介紹一種有組織、有步驟地購買加工中心并將其應用到現有的生產環境中去的方法,該方法包括五個階段(如圖2)。
圖2 選購j加工中心的步驟